氮化(气体氮化、离子氮化、碳氮共渗、辉光离子氮化)零件的主要技术要求是有效渗氮层深度,表面硬度和局部硬度。某些零件还有渗氮层脆性等级评定要求,完成以上要求,都需显微维氏硬度检测进行测定。
渗氮层从金相组织划分,包括从最外层化合物层(白亮层)到扩散层与基体组织明显分界处为止的深度。显微维氏硬度检测,依据从工件表面测至与基体有明显界定硬度值处的垂直距离。渗氮层深度以字母DN表示。
渗氮层深度硬度检测方法:
1、试样的准备
a、试样应从渗氮零件上切取,如工件不能破坏,也可用与零件相同材料和相同处理工艺的小试样切取后检测。
b、试样切取时要注意,应垂直渗氮层表面取样(详见金相试样取样方法),取样后进行必要的磨拋处理,在磨抛过程中应注意冷却,不能使工件过热,边缘不要出现倒角等。
c、检查渗氮层脆性的试样,表面粗糙度要求>Ra0.25-0.63um但不允许把表面化合物层磨掉。
2、检测
a、根据国标规定,一般选用显微硬度计,检测力通常选用0.3—1KG,从试样表面测至比基体维氏硬度值高50HV处的垂直距离为渗氮层厚度。(通常采用梯式硬度测法,即从试样表面开始,每间隔一定距离打一点)
b、基体硬度的取点与测定,一般在3倍左右渗氮层深度的距离处测得的硬度值(至少取3点,平均值)做为基体硬度值。
c、对于渗氮层硬度变化很平缓的钢种,(如碳钢、低碳合金钢制件),其渗氮层深度可以从试样表面沿垂直方向测至比基体维氏硬度高30HV处。
d、当渗氮层深度有的特别浅,有的则较深时,检测力可以在0.2KG范围内选择(并注明,如HV0.2)
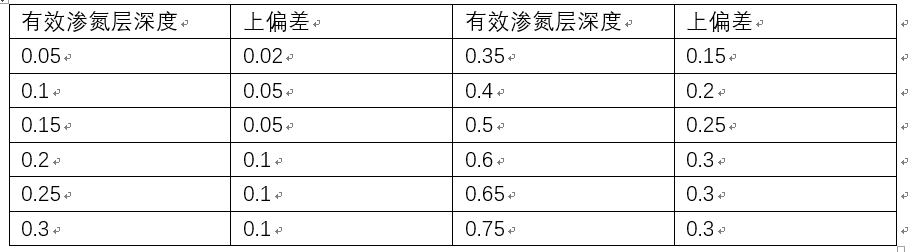
e、结果的表示,渗氮层深度用字母DN表示,深度以毫米计,取小数点后两位。(如:0.35DN300HV0.3,表示渗氮层厚度为0.35mm,界限硬度值为300HV,检测力为0.3KG)。
f、一般零件推荐的最小有效渗氮层深度(DN)及上偏差表单位/mm
总渗氮层深度是指氮渗入的总深度,一般是指从表面测量到与基体硬度或组织有明显差别处的垂直距离,单位为mm,包括化合物层和全部扩散层。当零件以化合物层厚度替代DN要求时,应特别说明。厚度要求随零件服役条件不同而变。
4、化合物层厚度
化合物层主要是Fe3N及少量Fe4N和Fe3C相所组成,化合物层硬度较高,提高了零件耐磨性和抗蚀性能。
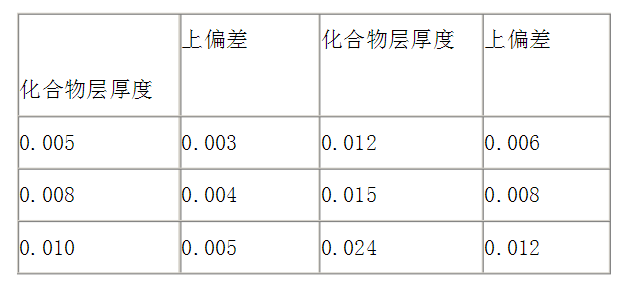
一般零件推荐的化合物层厚度及公差表(单位/mm)
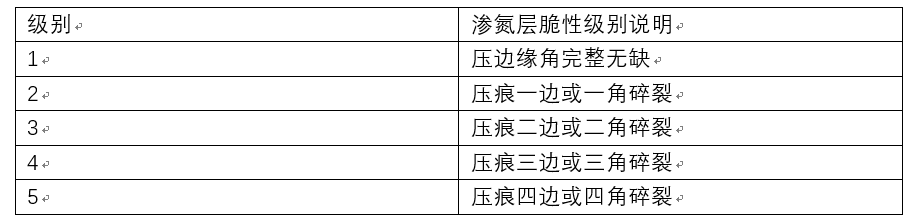
a、渗氮层脆性级别按维氏硬度压痕边缘碎裂程度分为5级
c、维氏硬度压痕在显微放大100倍下进行检查,每件至少测3点,其中两点以上处于相同级别时,才能定级。否则需重新检验。.
d、渗氮层脆性应在零件工作部位或随炉试样的表面上检测,一般零件为1-3级为合格,重要零件1-2级为合格,对于渗氮后留有磨痕的零件,也可在磨去加工余量后的表面上进行测定
e、经气体渗氮后的零件,必须进行检验。
- 上一篇:金属材料的表面氮化处理工艺应用与研究
- 下一篇:金属材料的表面氮化处理工艺应用


