A股代码:002530
参与 GB/T34883-2017 离子渗氮国家标准制定
参与 GB/T34883-2017 离子渗氮国家标准制定
全国服务热线
400-6577-217
400-6577-217
 氮化处理在模具行业的应用
氮化处理在模具行业的应用
所谓的氮化处理,就是指一种在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。经氮化处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性。模具进行氮化处理可以显著提高模具表面的硬度、耐磨性,抗咬合性、抗腐蚀性能和抗疲劳性能。由于渗氮温度偏低,一般在500~600度范围内进行,渗氮时模具芯部没有......
更新时间:2023-05-31
氮化处理是如何进行的
热处理主要是将金属工件放在一定的介质中加热、保温、冷却,通过改变金属材料表面或者内部组织结构来控制其性能的方法。这种热处理可分为氮化处理等,那么大家对于氮化处理了解多少呢?这种氮化处理是向钢的表面层渗入氮原子的过程,其目的就是为了提高表面硬度和耐磨性,以及提高疲劳强度和抗腐蚀性。它是利用氨气在加热时......
更新时间:2023-05-24
氮化处理你必须知道的五大优点
氮化处理是表面热处理的一种。表面渗氮,使表面有一定的硬度。氮化处理又称为扩散渗氮。氮化处理优点介绍:1、高硬度和高耐磨性。对38CrMoAlA等氮化钢制零件,氮化后的表层硬度可以提高到HV1000-1200,相当于HRC70左右。这显然是一般淬火或渗碳淬火处理达不到的。尤其宝贵的是,这种高硬度可在500℃左右长期保持不下降。由于......
更新时间:2023-05-17
氮化处理常见问题汇总
1、气体氮化与离子氮化,对性能的影响?哪种更好?答:气体氮化可以获得较深渗层及高硬度的氮化物。并且适用各种形状的氮化零件;特别重载荷零部件,离子氮化针对轻载荷高转速零部件。2、气体氮化白亮层断续好还是连续好?对性能有何影响?答:当机械零件表面具有完整而致密的、连续的氮化白亮层覆盖时,具有较强的抗大气和......
更新时间:2023-05-10
大模具怎么进行离子氮化加工
在进行工业加工的是时候我们经常会是使用到辉光离子氮化炉,而不同的模具在使用辉光离子氮化炉进行辉光离子氮化加工的时候会遇到的问题是不同的,今天小编就要带大家一起来了解一下对于大型的模具我们在使用辉光离子氮化炉进行加工的时候会遇到什么问题。大模具在使用辉光离子氮化炉进行加工的时候,首先会遇到的就是模具是......
更新时间:2023-04-26
齿轮类零件的离子氮化
齿轮传动是现代各种设备中应用最广泛的一种机械传动方式,因为离子氮化硬度高、变形小的优势,离子氮化处理成为常见的齿轮类零件的表面处理方法。常见用于离子氮化的齿轮材质有40Cr、42CrMo、31CrMoV9、38CrMoAl等,其中40Cr和42CrMo在离子氮化后硬度可以达到600HV-750HV,31CrMoV9在氮化后可以达到700-850HV,而38CrMoAl在......
更新时间:2023-04-19
316不锈钢离子氮化层深度能达到多少?
奥氏体不锈钢具有优良的耐蚀性能,但硬度低、耐磨性差,用奥氏体不锈钢制造的机械零件使用寿命很低。常规的离子氮化处理虽然会提高零件的表面硬度,但是会牺牲耐蚀性,采用不锈钢低温硬化工艺,不会影响耐蚀性,还会提高耐磨性,提高零件寿命。青岛丰东采用奥氏体低温硬化工艺,316不锈钢可以达到1000HV以上,渗层达到10~30......
更新时间:2023-04-12
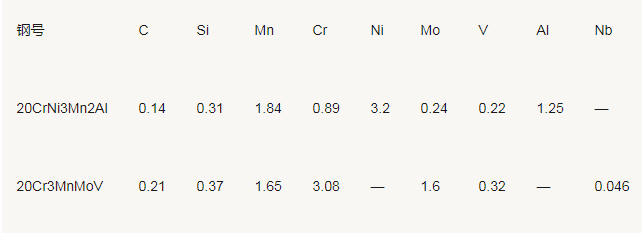
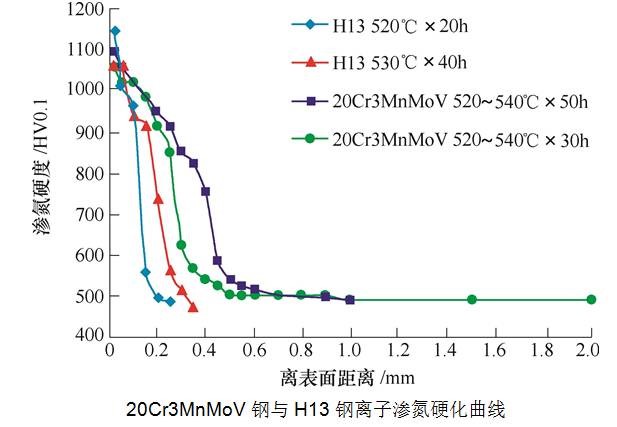 时效硬化型氮化模具钢
时效硬化型氮化模具钢
热作模具材料的强韧性和耐磨性是影响模具寿命的关键特性。新模具材料和新热处理工艺的不断出现,热作模具寿命正在大幅度提高。但是,作为常用的热作模具钢H13,表现高温强度和韧性不足,尤其是通过氮化处理难以得到较厚的强化的耐磨渗氮层。为此,我们研制了一种更高高温强度和适宜氮化处理的时效硬化型氮化模具钢20Cr3MnMo......
更新时间:2023-04-05
 渗氮齿轮的深层渗氮硬化
渗氮齿轮的深层渗氮硬化
为了提高渗氮件的承载能力和挖掘渗氮的强化潜力,开发了深层渗氮硬化技术。人们过去认为渗氮层很浅类似于“蛋壳”,有很多误解,经过多年来渗氮件的应用和渗氮技术的开发,深层渗氮、新渗氮钢和新渗氮方法的不断出现,使渗氮工艺在很多场合可以与渗碳工艺相媲美,而且正在发挥着独特的优势。1.深层渗氮硬化技术深层渗氮和深......
更新时间:2023-03-29
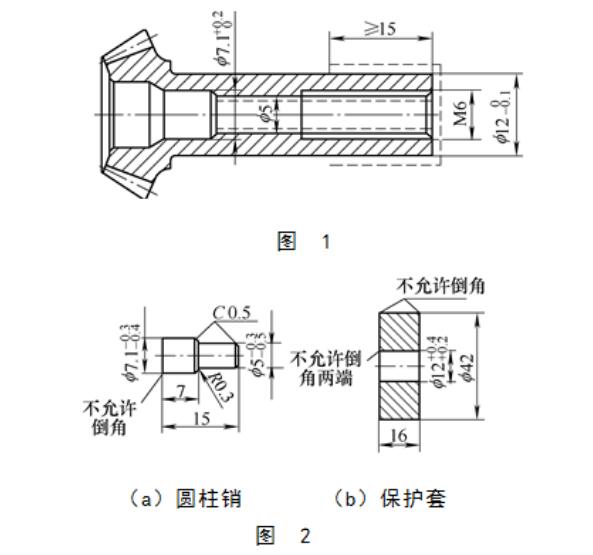 离子氮化中非氮化表面屏蔽保护方法
离子氮化中非氮化表面屏蔽保护方法
离子渗氮法是在0.1~10Torr(1Torr=133.3Pa)的含氮气氛中,以炉体为阳极,被处理工件为阴极,在阴阳极间加上数百伏的直流电压,由于辉光放电现象便会产生像霓虹灯一样的柔光覆盖在被处理工件的表面。此时,已离子化了的气体成分被电场加速,撞击被处理工件表面而使其加热,同时依靠溅射及离子化作用等进行氮化处理。作为一......
更新时间:2023-03-15


