A股代码:002530
参与 GB/T34883-2017 离子渗氮国家标准制定
参与 GB/T34883-2017 离子渗氮国家标准制定
全国服务热线
400-6577-217
400-6577-217
 离子渗氮时温度不均匀的原因
离子渗氮时温度不均匀的原因
离子渗氮时温度不均匀是由离子渗氮零件的加热和散热特点所决定的。当零件在单位时间内获得的热量和散失的热量在某一温度恰好相等时,该温度就称为平衡温度。......
更新时间:2017-03-14
 离子氮化炉炉内气压的测量与控制系统
离子氮化炉炉内气压的测量与控制系统
对于低真空测量仪表,尤其应用在离子渗氮设备上都不很理想。目前国内外采用的是压缩式真空计、电阻真空计和膜片式真空计。 1.真空测量仪表 1)压缩式转动真空计 采用压缩式转动......
更新时间:2017-03-13
渗氮温度和保温时间对离子渗氮的影响和选择
离子渗氮温度可以根据零件的材质零件的技术要求,包括渗层硬度和深度,心部硬度允许的变形量等因素,综合考虑确定。在350℃以上 离子渗氮 就有明显的硬化效果,采用650℃甚至更......
更新时间:2017-03-13
漏气率对离子渗氮的影响及其选择
离子渗氮设备的极限真空度,根据“离子渗氮炉技术条件”规定,不应低于5×10-2托。压升率不大于一微米汞柱/分,设备的漏气率等于压升率和真空容积的乘积,单位是托·升/分或托·升......
更新时间:2017-03-13
 离子渗氮炉真空炉体类型
离子渗氮炉真空炉体类型
离子渗氮真空炉的极限真空度为510 -2 托,按我国真空的划分范围属于低真空范围,目前习惯采用真空度的单位为托,按国际通用标准应该为Pa,1托=133.33Pa。 真空炉体的型式有井式(零......
更新时间:2017-03-11
从温度均匀性考虑离子渗氮炉装炉的要求
1、同炉零件最好是相同的零件,如果多种零件混装,则各种零件的表面积和重量之比应相近。因为在异常辉光放电区工作时,零件表面各处的电流密度可粗略的认为是相同的。表面积越......
更新时间:2017-03-10
离子渗氮炉型的选择与合理装炉
离子渗氮炉型选择应根据零件形状和现有设备条件来确定。一般来说,细长件适宜吊挂在井式炉中处理,短粗件适合在罩式炉中渗氮。......
更新时间:2017-03-10
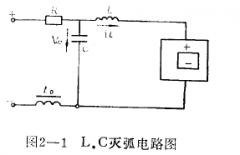 离子渗氮设备灭弧方法介绍
离子渗氮设备灭弧方法介绍
离子渗氮设备的灭弧电路是设备关键技术之一。在离子渗氮过程中,由于各种原因辉光放电转变为弧光放电,如不采取措施,就会中止渗氮过程,严重时会熔烧工件,甚至顺坏电源设备......
更新时间:2017-03-10
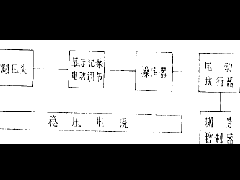
 离子氮化炉电气系统
离子氮化炉电气系统
整流电源采用直流供电是目前国内外离子渗氮设备供电的主要方式: (1)调压变压器二极管整流电路 在功率较小的设备中,采用调压变压器调整交流电压后用二极管整流获得直流电,......
更新时间:2017-03-09
离子渗氮冷却的方法
离子渗氮保温阶段结束后进入冷却阶段,常采用的冷却方式有下面几种:......
更新时间:2017-03-09


