热处理技术要求的指标,一般以范围法表示,标出上、下限值,如60~65HRC。也可用偏差法表示,以技术要求的下限为名义值,则下偏差为零,再加上偏差表示,如60+
对于局部热处理的零件,在技术要求的文字说明中要写明“局部热处理”。在需要热处理的部位用细点画线框出;如果是轴对称零件或在不致引起误会的情况下,可用一根细点画线在热处理部分的外侧标注,如图1-6所示。
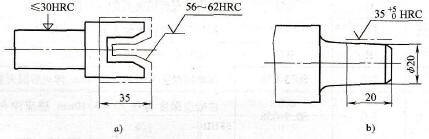
图1-6局部热处理在图样上的标注案例
a)范围标注法;b)偏差标注法
如果零件形状复杂或容易与其他工艺标注混淆,且热处理标注有困难,而用文字说明也很难说清楚时,可以用另加附图专门标注对热处理的技术要求。对于表面淬火零件,除要标注表面和心部硬度外,还要标注有效硬化层深度。图1-7所示为一个要求局部感应加热淬火零件,离轴端(15±5) mm处开始,在长度30+
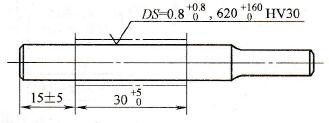
图1-7零件表面淬火技术要求标注案例
对于渗碳(含碳氮共渗)和渗氮(含氮碳共渗)零件,要标注表面和心部硬度、有效硬化层深度,还要标注出不允许渗碳或渗氮及硬化的位置,如图1-8和图1-9所示。其中图1-8表示一个局部渗碳零件,要求渗碳并淬火的部位用点画线框出,其表面硬度为57~63HRC,有效硬化层深度(DC)为1.2~1.9mm;虚线框出的部分表示渗碳淬硬或不渗碳淬硬均可;而未标出的部分表示不允许渗碳,也不允许淬硬。图1-9所示为一个表面整体渗氮的零件,表面硬度为850~950HV10,有效硬化层深度(DN)为0.3~0.4mm,渗氮层脆性不大于3级。
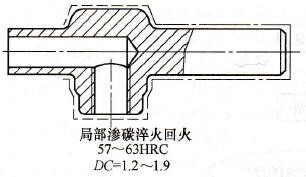
图1-8零件渗碳、淬火回火技术要求标注案例
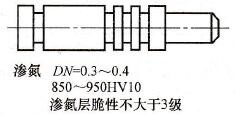
图1-9零件表面整体渗氮技术要求标注案例
- 上一篇:贝氏体型转变
- 下一篇:过冷奥氏体等温转变曲线的分析


