结合国家资源,在20Cr3Mo2NiVSi(PH)基础上,调整化学成分,研制成功20Cr3MnMoV时效硬化钢,可以实现氮化过程中氮化硬化和时效硬化同时进行,已成功用于制造长寿命氮化热作模具和高耐磨性深层氮化零件。
1.时效硬化钢的合金成分设计
研制的时效硬化钢有以下特点:
(1)有良好的析出硬化性能,取消Ni,析出相以Cr、Mo、V、Nb合金碳化物为主,兼有金属间化合物析出。
(2)退火状态有良好的切削加工性,固溶处理状态有足够的切削加工性。
(3)时效硬化温度在520~580℃之间,利于深层氮化硬化和基体时效硬化同时进行。
(4)表层经氮化强化和时效强化有较高的热稳定性,心部有良好的冲击韧性。
(5)舍弃油淬,固溶处理采用空冷或气冷,保证足够的淬透性。
参照20Cr3Mo2NiVSi(PH)钢靠金属间化合物和合金碳化物在板条状低碳马氏体中析出硬化,使钢具有较高的高温强度和耐磨性,表现在热作模具有很高的使用寿命。设想保留PH钢的优势(时效硬化特点),增添深层氮化强化的因素。
为此,设计的时效硬化钢为低碳高锰的空冷低碳贝氏体/马氏体复相钢,添加Cr、Mo、V、Nb时效时形成析出相,氮化时形成氮化物相,同时实现时效硬化和氮化硬化。
空冷低碳贝氏体/马氏体复相钢,可获得优良的强韧性组合的低碳贝氏体/马氏体组织,添加大量的Mn元素可以推迟珠光体转变,压低贝氏体开始转变温度,以保证在空冷或风冷条件下,获得一定量的贝氏体;添加Cr有利于获得下贝氏体和有利于氮化硬化;添加含量大于1%的Mo与Cr、V结合成为析出硬化的主要因素;Si能抑制渗碳体的析出,因此控制Si量不能太高,才有利于合金碳化物的析出硬化;微量合金元素Nb有利于细化组织,提高强韧性,并且可增加晶界面上氮的扩散通道。
所研制的时效硬化渗氮模具钢20Cr3MnMoV化学成分见表1所示。
表1 试验钢与PH钢的化学成分(质量分数)(%)
| 钢号 | C | Si | Mn | Cr | Ni | Mo | V | Zr | Nb |
| PH | 0.16~0.22 | 0.6~0.9 | 0.4~0.7 | 2.5~3.0 | 0.8~1.2 | 1.8~2.2 | 0.3~0.5 | 0.05~0.12 | — |
| 20Cr3MnMoV | 0.21 | 0.37 | 1.65 | 3.08 | — | 1.60 | 0.32 | — | 0.046 |
退火采用780℃保温3h炉冷,硬度为30~36HRC,适宜机械加工。
模具加工成型后,可留精加工余量直接进行空冷固溶处理,如果精密模具需减少变形和稳定尺寸,可增加600~650℃去应力退火。
固溶处理采用920℃保温2h,散放空冷,大件可风冷,或真空加热2×105Pa气淬,硬度为40~44HRC。
(1)不需要氮化的模具:空冷固溶处理后直接进行540℃×6~8h时效,时效后空冷,硬度为48~50HRC。时效后进行模具精加工。
(2)要求氮化的模具:固溶处理后模具精加工到尺寸,转入氮化处理,注意不需要时效处理,简化了工艺,在氮化处理过程中模具表面氮化硬化和基体时效硬化同时进行。
表2 渗氮工艺规范
| 渗氮层深/mm | 渗氮工艺 | 渗氮表面硬度HV1 | 基体硬度HRC |
| 0.1~0.2 | 520℃×10h | 950~1050 | 47~49 |
| 0.2~0.3 | 520℃×20h | 950~1050 | 48~50 |
| 0.3~0.4 | 520℃×30h | 950~1050 | 48~50 |
| 0.4~0.5 | 520℃×40h | 950~1050 | 48~50 |
H13钢作为热作模具钢,为了提高模具耐磨性和使用寿命,常在模具淬火和回火后精加工成型,再进行表面氮化处理,而热挤压模和热锻模等重负荷热作模具常要求0.2~0.3mm以上深层渗氮,压铸模和铝热挤压模则要求0.07~0.15mm浅层渗氮。
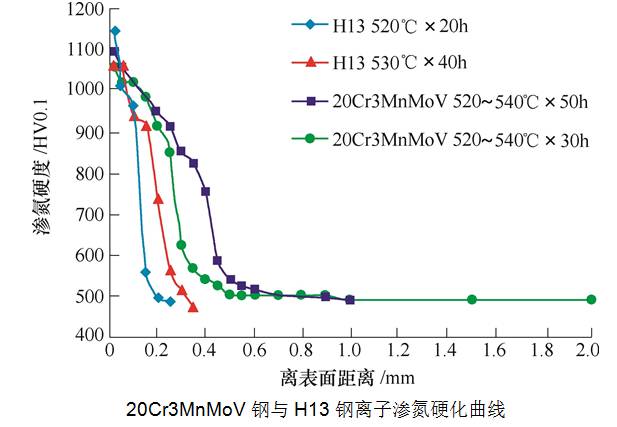
生产实践表明,H13钢深层渗氮要求兼顾层深大于0.2mm,表层组织合格和基体保持高硬度(大于480HV)是难以实现的。从附图可见H13钢氮化0.3mm时,基体硬度只有460HV(46.5HRC)。
H13钢520℃×20h渗氮层深0.18mm,530℃×40h渗氮层深0.3mm,而20Cr3MnMoV钢520℃×20h渗氮,层深0.3mm,530℃×40h渗氮层深0.5mm。
时效硬化钢模具固溶处理后进行氮化,与一般调质钢氮化有所不同,因为前者在氮化过程要发生基体时效硬化,而后者在氮化过程中基体回火索氏体一般不会继续发生变化。
为了确定时效硬化钢模具氮化变形量,分别进行了时效硬化钢试棒时效硬化和氮化尺寸变化测量,还对比作了调质钢试件的氮化尺寸变化测量。试验结果表明,时效硬化钢氮化产生的尺寸变化量比一般调质钢氮化稍大。调质钢42CrMo氮化0.4mm,尺寸变化量为万分之二。时效硬化钢氮化时由于基体时效硬化产生的尺寸变化量大致在万分之二左右,即100mm厚模具可能由于时效硬化引起晶格畸变和基体膨胀,造成尺寸增大约0.02mm,这种微小尺寸变化,可以通过模具氮化前加工到负公差范围予以控制或氮化前留精磨量。
试验结果还表明,时效硬化钢一段氮化与二段氮化在氮化和时效综合变形量方面比较,一段氮化变形和尺寸变化量都小。氮化层深在0.4~0.5mm时,一段氮化尺寸变化量在万分之二左右,二段氮化尺寸变化量在万分之五左右。调质钢二段氮化尺寸变化量在万分之二左右。因此,除非要求氮化层深大于0.5mm,时效硬化钢一般优先采用一段氮化。
5.20Cr3MnMoV钢热稳定性试验
20Cr3MnMoV钢试样900℃×3h空冷固溶处理后进行了高温时效试验。560℃保温2h,时效后硬度为482HV(48HRC),560℃保温35h,时效后硬度为475HV(47.5HRC),可见20Cr3MnMoV钢有很高的抗高温软化特性,这对热挤压模具和热锻模具有重要意义。
6.应用展望
(1)时效硬化型氮化模具钢20Cr3MnMoV,可用来制作热锻模、热挤压模具等热作模具,在固溶时效状态下使用,硬度可保持48~50HRC以上,可望比H13钢更高的强韧性和使用寿命。
(2)为了提高模具耐磨性和使用寿命,可以在模具空冷固溶处理后氮化处理,将氮化和时效两工序合一,并取消了常规油淬工序,简化了工艺。
(3)20Cr3MnMoV钢氮化特性优于H13钢,对于要求氮化层深大于0.2mm,基体又要求更高强化的模具,这种钢有独特优势,氮化层深可达0.2~0.5mm,有广阔应用前景。
(4)20Cr3MnMoV钢采用较低温度加热空冷固溶处理,代替常规的高温加热油淬工序,节能环保,可保证模具有效厚度150mm以内的淬透性,适合用来制造中小型热作模具。
(5)20Cr3MnMoV钢材料成本和制造成本都低于H13钢,又具有优良的氮化特性,在需要表面耐磨而心部更高强化的重载热作模具和重载耐磨零件,会得到广泛应用。
来源:《金属加工(热加工)》杂志
- 上一篇:为什么要对塑料模具氮化处理
- 下一篇:H13模具钢的氮化处理


