A股代码:002530
参与 GB/T34883-2017 离子渗氮国家标准制定
参与 GB/T34883-2017 离子渗氮国家标准制定
全国服务热线
400-6577-217
400-6577-217
 氮化前需要做哪些预先热处理
氮化前需要做哪些预先热处理
工欲善其事,必先利其器”,于氮化处理工艺而言,预先热处理恰似那磨刀之石,是决定零件最终性能优劣的关键前置步骤。精准且适宜的预先热处理,能让零件在后续氮化过程中如虎添翼,性能实现质的飞跃,轻松翻倍提升!然而,不同材质的零件,其预先热处理方案犹如定制的华服,需量身打造、各具特色:对于锻造、铸造件,采用正......
更新时间:2025-08-26
硬氮化与软氮化的工艺特点及区别
氮化处理是一种常见的化学热处理工艺,通过在特定条件下将氮元素渗入工件表面,显著提升其耐磨性、耐疲劳性等性能。根据工艺条件和渗入元素的不同,氮化处理可分为硬氮化和软氮化两种,二者在温度、时间、渗层特性及应用场景上存在明显差异。硬氮化工艺特点硬氮化又称常规渗氮,通常在480~540℃的温度范围内进行。这一温度......
更新时间:2025-08-14
精准渗氮,丰东离子渗氮技术助力制造业转型升级
在制造业的广阔天地中,热处理作为提升材料性能的关键环节,其重要性不言而喻。而丰东,正是这一领域的佼佼者,以其精准的离子渗氮技术,为制造业的转型升级提供了强有力的支持。丰东的新一代等离子渗氮设备,凭借其卓越的渗氮能力和精准的控制技术,成为了众多制造业企业的首选。无论是汽车零部件的耐磨处理,还是航空航天......
更新时间:2025-07-24
丰东热处理:以技术为笔,绘就热处理行业新蓝图
在热处理这片充满挑战与机遇的领域中,丰东以其深厚的技术底蕴和不懈的创新精神,绘就了一幅幅壮丽的行业新蓝图。作为热处理技术的领航者,丰东始终致力于等离子渗氮技术的研发与产业化应用,为行业带来了前所未有的变革。新一代等离子渗氮设备的成功研制,是丰东技术实力的集中体现。这款设备不仅集成了最先进的等离子渗氮......
更新时间:2025-07-23
创新引领未来,丰东新一代离子渗氮设备开启热处理新纪元
在热处理技术的浩瀚星空中,丰东犹如一颗璀璨的明星,持续闪耀着创新的光芒。丰东研制出全新一代具有自主知识产权的等离子渗氮设备,为热处理行业注入了新的活力与希望。这款新一代等离子渗氮设备,不仅是技术的飞跃,更是对热处理效率与质量的双重提升。它集成了最先进的等离子渗氮技术,通过精准控制渗氮过程,实现了对材......
更新时间:2025-07-21
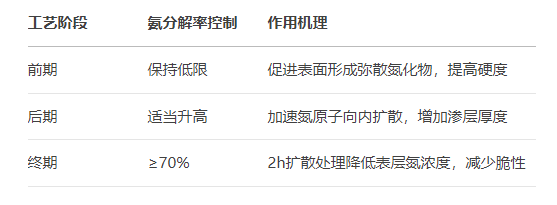 提高耐磨耐蚀性:气体氮化工艺的工业应用实践
提高耐磨耐蚀性:气体氮化工艺的工业应用实践
一、等温渗氮工艺(常规渗氮法)1. 工艺参数- 温度范围:500~510℃- 保温时间:48~100h- 渗层深度:0.45~0.60mm- 表面硬度:≥900HV2. 工艺控制要点3. 冷却方式选择- 精密零件:炉冷至180~200℃出炉- 普通零件:450℃以下快冷4. 工艺特点- 优势:变形小、操作简便、硬度高- 局限:渗层浅、周期长、脆性大- 典型应......
更新时间:2025-05-19
钢件氮化前应进行什么热处理?
氮化处理是零件制造过程中的最后一道工序,工件氮化后只进行精磨或研磨加工。为了保证心部有良好的综合机械性能,消除加工应力,减小氮化变形以及为氮化做好组织准备,工件在氮化前一般都要进行预备热处理。结构钢氮化前常用的预备热处理是调质处理,以获得回火索氏体组织。氮化件调质处理工艺对氮化质量有很大的影响。例如......
更新时间:2023-06-28
氮化与软氮化在热作模具中的应用
对金属或液态金属进行加热,保证温度达到其再结晶温度之上,对熔融态金属进行压制,制得金属型材或相关金属工件,这个过程中利用的模具就是热作模具,常见的热作模具主要包括有色金属压铸模具,热挤压模具,热锻压模具以及热冲压模具等等。热作模具的工作温度通常在700°C以上,其中热锻模具的工作温度能够达到1000°C,模具......
更新时间:2023-06-21
氮化及软氮化在橡胶模具中的应用
橡胶模具主要是指在压制水杯、电器开关等橡胶制品成型的模具,橡胶模具在工作的过程中与压制坯料产生摩擦作用,导致模具表面磨损。对于橡胶材料才说,内部含有一定的辅助材料,对模具有一定腐蚀作用,导致橡胶模具出现磨损、腐蚀以及粘模等问题。对橡胶模具的服役条件和失效形式进行分析可以发现,橡胶模具对于强度的要求不......
更新时间:2023-06-14
氮化和软氮化在冷作模具中的应用
从理论来看,对于冲制钢板的冲裁模具来说,其中的工作过程中受到的冲击作用很大,因此不适合进行氮化处理和软氮化处理。但一些特殊的冷作模具则可以进行氮化处理和软氮化处理来实现表面强化。例如冲制有色金属板材或绝缘板材的冲裁模具就可以进行软氮化处理,而流线型压型模具以及搓丝板模具在工作的过程中受到的载荷比较平......
更新时间:2023-06-07


