A股代码:002530
参与 GB/T34883-2017 离子渗氮国家标准制定
参与 GB/T34883-2017 离子渗氮国家标准制定
全国服务热线
400-6577-217
400-6577-217
 离子渗氮后的变形修正
离子渗氮后的变形修正
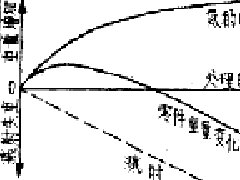
零件渗氮后发生形状变化的原因是由于原先存在的内应力松弛和重新分布以及渗层体积膨胀产生的应力所致。因此,凡是能影响内应力分布的因素都可能使零件离子渗氮后出现形状扭曲......
更新时间:2017-04-18
 离子渗氮变形量小得原因
离子渗氮变形量小得原因
变形小是离子渗氮与传统气体渗氮相比的优点之一。然而,影响离子渗氮零件变形的因素很多,必须逐一给予解决才能得到最小的变形效果。 离子渗氮变形是指下列两种情况,一是尺寸......
更新时间:2017-04-17
 离子渗氮前后的光洁度比较
离子渗氮前后的光洁度比较
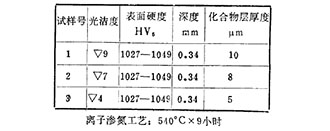
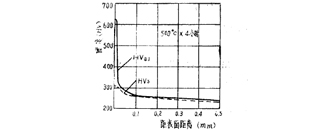
气体渗氮时,零件表面光洁度对渗氮层质量有一定影响,光洁度高的其渗氮层较薄。而离子渗氮时则影响很小。图为38CrMoAlA钢不同表面光洁度时,在540℃离子渗氮9小时后的硬度、深度及......
更新时间:2017-04-14
 去应力处理对离子渗氮处理的作用
去应力处理对离子渗氮处理的作用
渗氮前去除应力工件对减少离子渗氮变形起着十分重要的作用,因为它能消除前面锻造、调质(或正火)及机加工时造成的大部分内应力。一般应用略低于回火温度的高温时效处理。如......
更新时间:2017-04-13
 离子渗氮零件工序安排之预先处理
离子渗氮零件工序安排之预先处理
在渗氮零件的整个制造过程中,渗氮经常是作为最后一道工序。渗氮后的工件一般不再加工,或者必要时仅进行精磨或研磨。渗氮零件的加工路线如下:下料锻造正火或退火粗加工调质......
更新时间:2017-04-12
 不同离子渗氮工艺对合金结构钢渗氮层硬度与深度的影响
不同离子渗氮工艺对合金结构钢渗氮层硬度与深度的影响
合金元素的加入大大提高了钢渗氮后的硬度。如果要求高的硬度和抗擦伤能力则一般采用Cr-Mo-Al系钢中,如38CrMoAlA钢。38CrMoAlA钢是我国使用最为广泛的渗氮钢种。碳使钢材具有足够的强......
更新时间:2017-04-10
 不同离子渗氮工艺对碳钢渗氮层硬度与深度的影响
不同离子渗氮工艺对碳钢渗氮层硬度与深度的影响
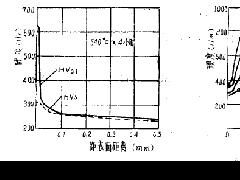
氮渗入碳钢中对硬度提高不明显,尤其是对扩散层硬度提高极为有限。仅在表面形成的化合物层有一定硬化及耐磨作用。图为45钢 离子渗氮 后硬度梯度曲线。故为增加化合物层厚度,对......
更新时间:2017-04-07
 粉末冶金的离子渗氮处理
粉末冶金的离子渗氮处理
由于粉末冶金具有独特的优点,它能按设计零件的形状和尺寸压制成形,从而大大节约金属材料和降低机械加工的成本,因此它在航空工业、汽车制造业、纺织工业等方面得到广泛的应......
更新时间:2017-04-06
 常用材料离子渗氮工艺与渗氮层硬度、深度的关系
常用材料离子渗氮工艺与渗氮层硬度、深度的关系
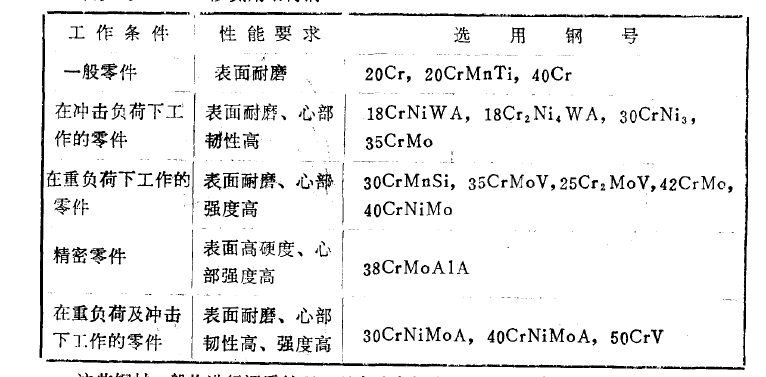
与传统的气体渗氮相比,由于离子渗氮具有很多特点,如:不需考虑氨分解率,因此渗氮温度上下限大大的扩大了,可以不去钝化膜即可直接处理不锈耐酸钢;可以选择气氛已控制相组......
更新时间:2017-04-01
 锰、钼和镍对离子渗氮处理渗氮层硬度、深度的影响
锰、钼和镍对离子渗氮处理渗氮层硬度、深度的影响
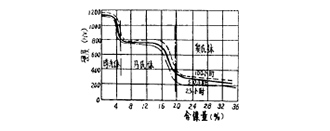
锰在渗氮钢中多少有助于提高硬度,但不如铬、钼那样有效。钢中加锰主要是为了提高强度。 钼和镍对离子渗氮渗氮强化作用不大,只是为了提高钢的性能而添加的,当钢中含钼量从......
更新时间:2017-03-31


